Como instalar conectores PL-259...
...correctamente!
 Todo comienza
por el conector. Existen de MUY diversas calidades. Lo más barato
de lo decente es la línea económica de Amphenol. Son de latón
niquelado, y el material aislante es un plástico que resiste bien
la temperatura de la soldadura. Los dos conectores de abajo en esta foto
son Amphenol económicos de distintos modelos. Lo malo es que en
Chile muchas veces no se encuentran! Menos se encuentran aquí los
conectores de mejor calidad, que suelen ser bañados en plata, lo
que los hace más caros, mucho más fáciles de soldar,
y también reduce las pérdidas.
Todo comienza
por el conector. Existen de MUY diversas calidades. Lo más barato
de lo decente es la línea económica de Amphenol. Son de latón
niquelado, y el material aislante es un plástico que resiste bien
la temperatura de la soldadura. Los dos conectores de abajo en esta foto
son Amphenol económicos de distintos modelos. Lo malo es que en
Chile muchas veces no se encuentran! Menos se encuentran aquí los
conectores de mejor calidad, que suelen ser bañados en plata, lo
que los hace más caros, mucho más fáciles de soldar,
y también reduce las pérdidas.
Lo que comúnmente se encuentra en Chile son conectores chinos,
que varían en su calidad desde malos pero usables, hasta completamente
inservibles. El de arriba a la izquierda es usable. Está hecho de
los mismos materiales que el Amphenol debajo de él, pero es menos
sólido (paredes más delgadas), y las terminaciones son muy
imprecisas. El de arriba a la derecha es de los que lisa y llanamente no
sirven, porque su aislador es de polietileno, y se derrite al primer intento
de soldar el conector! El que aparece en la foto sufrió un intento
de instalación, antes de ser descartado por patichueco.
 Los mismos cuatro
conectores vistos de lado. Se puede apreciar la pata chueca del chino con
polietileno. Nótese que hay conectores con dos hoyos chicos para
soldar la malla, los hay con cuatro hoyos, y también los hay con
dos ventanas grandes.
Los mismos cuatro
conectores vistos de lado. Se puede apreciar la pata chueca del chino con
polietileno. Nótese que hay conectores con dos hoyos chicos para
soldar la malla, los hay con cuatro hoyos, y también los hay con
dos ventanas grandes.
Todos los conectores mostrados aquí son para cable RG-8 o similiar.
Para otros cables, hay conectores con los diámetros adecuados.
 El primer paso
para instalar un conector es estañarlo por dentro. Si no se hace
esto, es difícil o imposible soldar la malla después sin
derretir totalmente el cable. Sobre todo los conectores niquelados requieren
mucho calor para que la soldadura fluya sobre el níquel. El conector
soporta esta temperatura, pero el cable no. El cable apenas soporta la
temperatura mínima para fundir la soldadura.
El primer paso
para instalar un conector es estañarlo por dentro. Si no se hace
esto, es difícil o imposible soldar la malla después sin
derretir totalmente el cable. Sobre todo los conectores niquelados requieren
mucho calor para que la soldadura fluya sobre el níquel. El conector
soporta esta temperatura, pero el cable no. El cable apenas soporta la
temperatura mínima para fundir la soldadura.
Una vez estañado, se toma el conector con un alicate, y se golpea
fuertemente con su parte trasera sobre una superficie dura, mientras la
soldadura todavía está líquida. Esto es necesario
para sacar el exceso de soldadura desde el interior. El conector debe quedar
estañado, pero sin exceso de soldadura, ya que el cable cabe justo,
y no cabría si hubiera demasiada soldadura.
El contacto central no se estaña todavía.
 Vamos ahora al
cable. Los hay de muchas calidades. El conductor central puede ser de una
o de siete hebras. Con siete hebras el cable es mucho más flexible,
mientras un cable con conductor central de una sola hebra tiene menos tendencia
a chupar agua, con lo cual puede durar más tiempo a la intemperie.
El conductor central puede ser de cobre desnudo (excelente), puede ser
plateado (mejor), o estañado (no es conveniente porque sube las
pérdidas).
Vamos ahora al
cable. Los hay de muchas calidades. El conductor central puede ser de una
o de siete hebras. Con siete hebras el cable es mucho más flexible,
mientras un cable con conductor central de una sola hebra tiene menos tendencia
a chupar agua, con lo cual puede durar más tiempo a la intemperie.
El conductor central puede ser de cobre desnudo (excelente), puede ser
plateado (mejor), o estañado (no es conveniente porque sube las
pérdidas).
El aislador interno muy comúnmente es de polietileno macizo.
Es lo más barato, es duradero, resistente a las pisadas, pero tiene
más pérdidas que otros aislantes. También puede ser
de espuma de polietileno (foam en inglés, muchas veces viene
escrita esta palabra en el cable, o dice "cellular", refiriéndose
al plástico celular, no a teléfonos...). El aislante de espuma
tiene menos pérdidas, pero hace el cable frágil a las pisadas,
apretadas, dobleces, y además es muy dificil soldar ese cable sin
deformarlo totalmente. El cable de espuma se utiliza en aplicaciones que
requieren esa baja pérdida, y se usa con conectores tipo N, no con
PL259. Los N no requieren tanto calor al instalarlos.
También existen aislantes centrales de Teflón, muy buenos
desde todo punto de vista, pero caros. Y como alternativa a la espuma,
hay cables con una estructura de plástico (costillas o un espiral)
para mantener centrado el conductor central, y todo lo demás es
aire. Estos son de muy bajas pérdidas, pero si entra agua, se portan
como manguera, el agua llega hasta el equipo de radio, y el cable muere.
Encima del aislador central tenemos el conductor externo. Puede ser
una malla, doble malla, lámina de aluminio más malla, o lámina
de cobre. Su efecto en las pérdidas es menor que los dos elementos
primeros, pero aún así lo mejor es el cobre plateado, seguido
de cobre desnudo. Es importante tener una buena continuidad del blindaje,
ya sea por medio de una lámina, o por una malla bien densa. Muchos
cables de mala calidad tienen una malla muy delgada, que no cubre más
del 60% de la superficie. Eso es malo.
Finalmente, tenemos la cubierta exterior. Puede ser de PVC grado 1,
grado 2, de polietileno, o de varios otros materiales. El PVC grado 1 sirve
sólo para instalaciones interiores, ya que es permeable al agua.
Si se pone un cable con PVC grado 1 a la intemperie, la malla se oxida
muy rápidamente. El PVC grado 2 se puede usar a la intemperie, pero
no se debe enterrar ni poner bajo el agua. Este material se designa como
non-contaminating, y muchas veces está escrito en el cable.
Ahora, si el cable tiene forro de polietileno, se puede enterrar y usar
bajo el agua. Pero este cable no se puede usar con conectores PL-259, debido
a que se derrite al instalar el conector...
Los forros normalmente son negros, ya que este color provee máxima
protección contra radiaciones ultravioletas.
En Chile se venden muchos cables chinos y de otras procedencias que
llevan mentiras impresas encima. Por ejemplo, muchos cables dicen "U.S.A.",
lo que lleva a alguna gente a creer que son hechos en ese país,
y que por lo tanto deben ser buenos. No es así! Quizás ese
"U.S.A." sea la sigla del fabricante. Pero no significa que sea hecho en
USA, ni que sea bueno. También es común ver cable que dice
"cellular", pero en la realidad no es de aislante central celular! De manera
que hay que tener cuidado. Si se quiere tener la seguridad de las especificaciones
del cable que se está comprando, lo mejor es comprar un cable de
una marca conocida, como Belden.
Después de toda esta cháchara, vamos a lo práctico.
El cable se pela tal como lo indica la foto, por supuesto sin cortar los
pelitos de la malla ni mellar el conductor central.
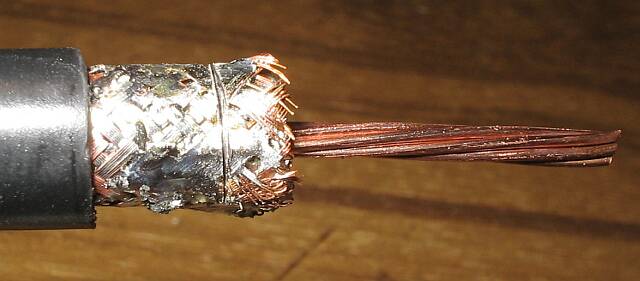 Luego se estaña
la malla, usando poca soldadura, para que no abulte. Esto se hace con la
malla más larga que la dimensión final, ya que en su extremo
siempre se abre, quedando de mayor diámetro. Al estañar primero,
y después cortar el exceso, se evita este problema. En esta foto
la malla ya está estañada, y está a medio hacer el
corte para retirar el exceso de malla.
Luego se estaña
la malla, usando poca soldadura, para que no abulte. Esto se hace con la
malla más larga que la dimensión final, ya que en su extremo
siempre se abre, quedando de mayor diámetro. Al estañar primero,
y después cortar el exceso, se evita este problema. En esta foto
la malla ya está estañada, y está a medio hacer el
corte para retirar el exceso de malla.
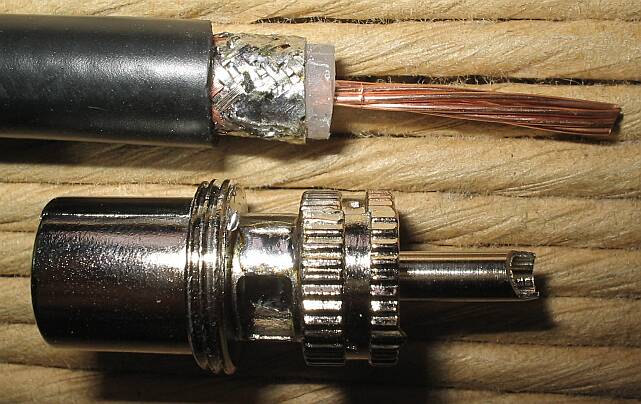 Esta foto muestra
como debe prepararse el cable, presentándolo al lado del conector.
No importa que el conductor central esté largo; el exceso se puede
cortar al final del proceso. Pero las demás medidas tienen que estar
razonablemente correctas.
Esta foto muestra
como debe prepararse el cable, presentándolo al lado del conector.
No importa que el conductor central esté largo; el exceso se puede
cortar al final del proceso. Pero las demás medidas tienen que estar
razonablemente correctas.
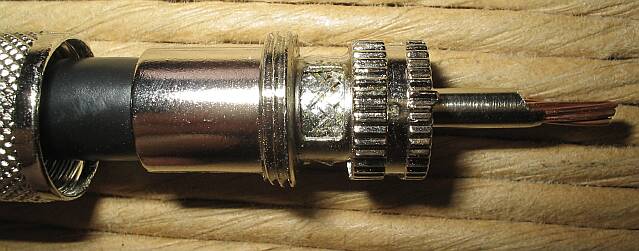 Luego se desliza
la tapa sobre el cable (no olvidar!), y se atornilla el conector sobre
el cable preparado. El conector tiene un hilo que agarra firmemente en
el forro del cable. Suele ser necesario girar el conector con un alicate.
Y aquí se nota si el cable era muy malo, sobre todo si la malla
es muy débil: En ese caso el cable se deforma, indicando que no
sirve para usarlo con PL259! El cable de la foto soportó bien este
paso, y la malla estañada aparece visible por las ventanas. Se debe
atornillar hasta el tope, ya que si queda mucho aire adentro, es fácil
cortocircuitar todo al soldar la malla, y además se producirá
una discontinuidad de impedancia.
Luego se desliza
la tapa sobre el cable (no olvidar!), y se atornilla el conector sobre
el cable preparado. El conector tiene un hilo que agarra firmemente en
el forro del cable. Suele ser necesario girar el conector con un alicate.
Y aquí se nota si el cable era muy malo, sobre todo si la malla
es muy débil: En ese caso el cable se deforma, indicando que no
sirve para usarlo con PL259! El cable de la foto soportó bien este
paso, y la malla estañada aparece visible por las ventanas. Se debe
atornillar hasta el tope, ya que si queda mucho aire adentro, es fácil
cortocircuitar todo al soldar la malla, y además se producirá
una discontinuidad de impedancia.
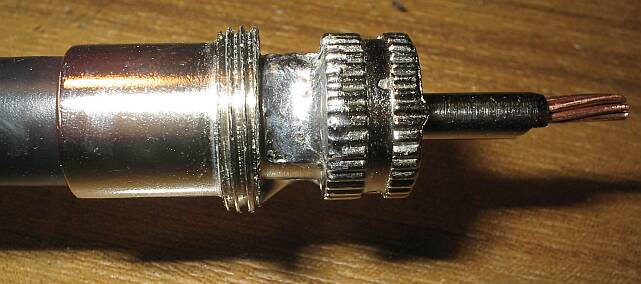 Ahora se suelda
la malla al lado interior del conector. Este paso no se trata de "tapar
los hoyitos con soldadura", sino se trata de lograr que la soldadura realmente
fluya entre la malla y la parte interior del conector, logrando una unión
firme y eléctricamente íntegra en toda la circunferencia.
Ahora se suelda
la malla al lado interior del conector. Este paso no se trata de "tapar
los hoyitos con soldadura", sino se trata de lograr que la soldadura realmente
fluya entre la malla y la parte interior del conector, logrando una unión
firme y eléctricamente íntegra en toda la circunferencia.
Esta es otra prueba para el cable: Si el forro es malo, se derrite en
este paso, y hay que buscar un cable mejor. Para maximizar las probabilidades
de éxito, es conveniente usar un cautín potente (100 a 150
Watt), y trabajar rápido. El aislante central de todas maneras se
derrite completamente, pero como el conductor central está bien
soportado por el contacto central, y no queda espacio vacío dentro
del conector, el polietileno no puede escurrir, y una vez terminado el
proceso, vuelve a solidificar en su posición original. Es importante
entonces no flexionar el cable después de soldarlo, hasta que se
haya enfriado completamente.
 Finalmente, se
corta el exceso de conductor central y se suelda a su contacto. Debe tenerse
cuidado de no permitir que escurra soldadura por afuera del contacto. Debe
escurrir solamente hacia dentro, en cantidad suficiente para soldar los
alambres dentro del tubito en toda su extensión, pero sin invadir
más allá. Si escurre resina por afuera, no importa; ésta
se limpia fácilmente con Nova, mientras esté caliente todavía.
Finalmente, se
corta el exceso de conductor central y se suelda a su contacto. Debe tenerse
cuidado de no permitir que escurra soldadura por afuera del contacto. Debe
escurrir solamente hacia dentro, en cantidad suficiente para soldar los
alambres dentro del tubito en toda su extensión, pero sin invadir
más allá. Si escurre resina por afuera, no importa; ésta
se limpia fácilmente con Nova, mientras esté caliente todavía.
Finalmente se atornilla la tapa, y la instalación del PL259 está
completa.